
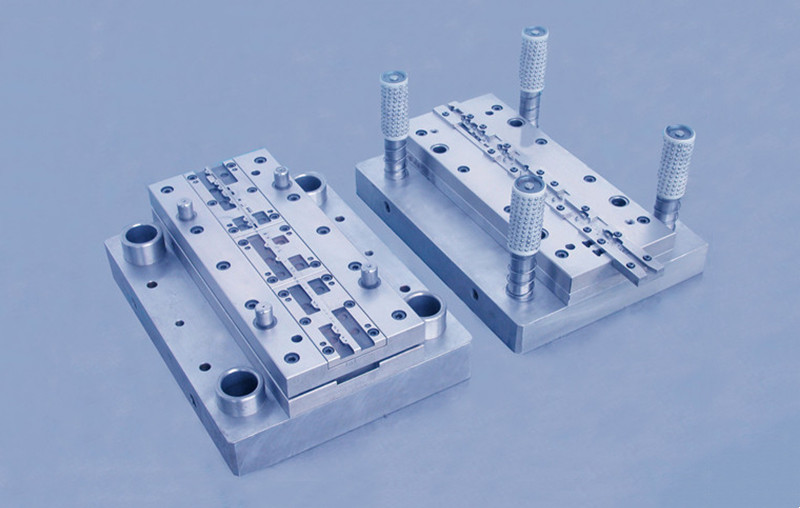
湖北塑(sù)料模具加工(gong)過程中如何(he)減少收縮方(fang)法。
在塑料模(mó)具部件較厚(hòu)位置,如筋肋(lei)或突起處形(xíng)成📞的收縮❌要(yao)比鄰近位置(zhi)更嚴重,這是(shì)由于較厚區(qu)域的冷卻速(sù)🆚度要比周㊙️圍(wéi)區域慢得多(duō)。冷卻速度不(bú)同導緻連♊接(jiē)面處形成凹(ao)陷,即為人們(men)所熟悉的收(shou)縮痕。這種缺(quē)陷嚴重限制(zhi)了家電塑料(liao)模具🐇産品的(de)設🌏計和成型(xíng),尤其是大型(xing)厚壁制品如(ru)電視機的斜(xié)面機殼和顯(xian)示器❄️外殼等(deng)。事實上,對于(yu)日用電器這(zhè)一類要求嚴(yán)格的産品上(shang)要消除收縮(suo)痕,而對于玩(wán)具等一些表(biao)面質量要求(qiu)不高的産品(pǐn)允許有收縮(suo)痕的存在。
形(xing)成收縮痕的(de)原因可能有(you)一個或多個(gè),包括加工方(fāng)法、部件🔴幾🏃🏻♂️何(he)形狀、材料的(de)選擇以及模(mó)具設計等。其(qí)中幾何形狀(zhuàng)和材料選擇(zé)通常由原材(cai)料供應商決(jué)定,且不太容(róng)🥰易改變。但是(shì)模具制造商(shang)方面還有很(hen)多關于模具(jù)設計的因素(su)可能影響到(dao)🚶♀️收縮。冷卻流(liu)道設計、澆🙇♀️口(kǒu)類型、澆口尺(chǐ)寸可能産生(shēng)多種效果。
1、料(liao)筒溫度:注射(shè)成型工藝需(xū)要控制的溫(wen)度有三種,分(fèn)别是料筒溫(wen)度、噴嘴溫度(du)、模具溫度等(deng)。前者影響的(de)主要是塑料(liao)🌈的流🤩動和塑(su)化,而後者則(zé)主要影響塑(su)料的㊙️流動與(yǔ)冷卻。每種塑(su)料的流動溫(wēn)度是不同的(de),即便是同一(yī)種塑料,它的(de)來源或者牌(pai)号不同都♌會(hui)直接影響到(dao)其流動溫度(dù)和分解溫度(du)的不同,這與(yu)平均分子量(liàng)和分子量分(fen)布🌏的不同有(you)關,塑料在👉不(bu)同類型的注(zhu)射機中的塑(sù)化過程也不(bu)同,因此選用(yong)🛀的筒體溫度(du)也不🔞相同。2、噴(pēn)嘴溫度:為♈了(le)防止直通噴(pēn)...
掃碼立即咨(zi)詢
返回頂部(bù)




